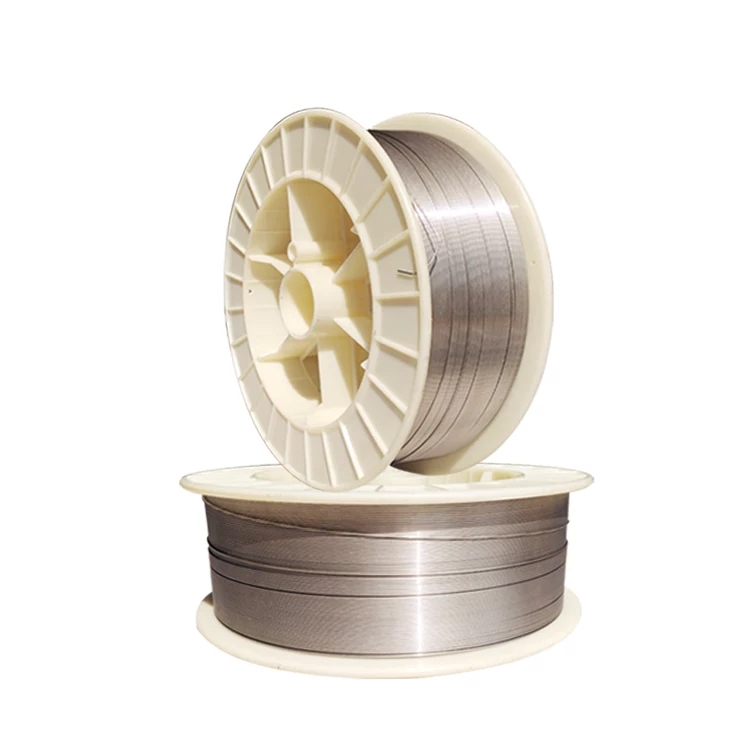
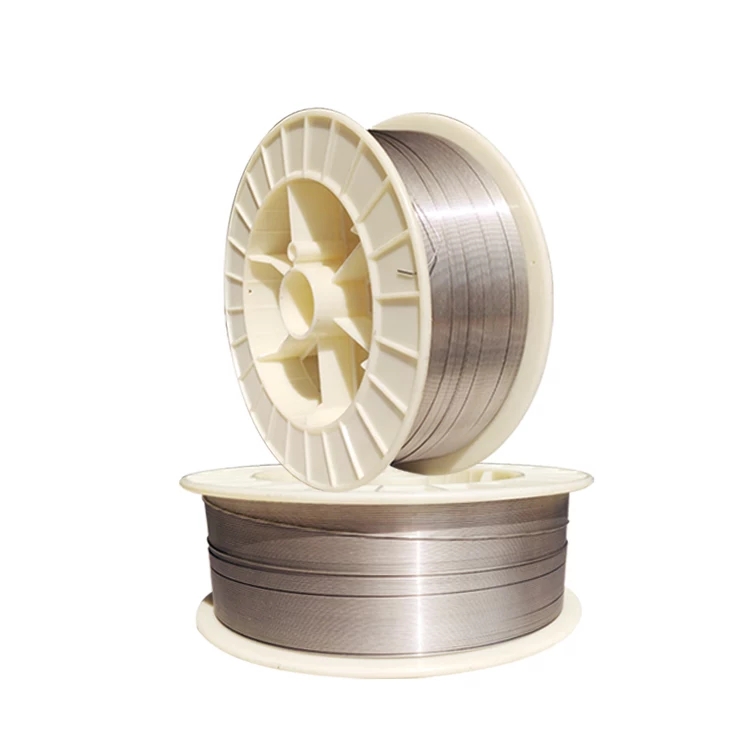
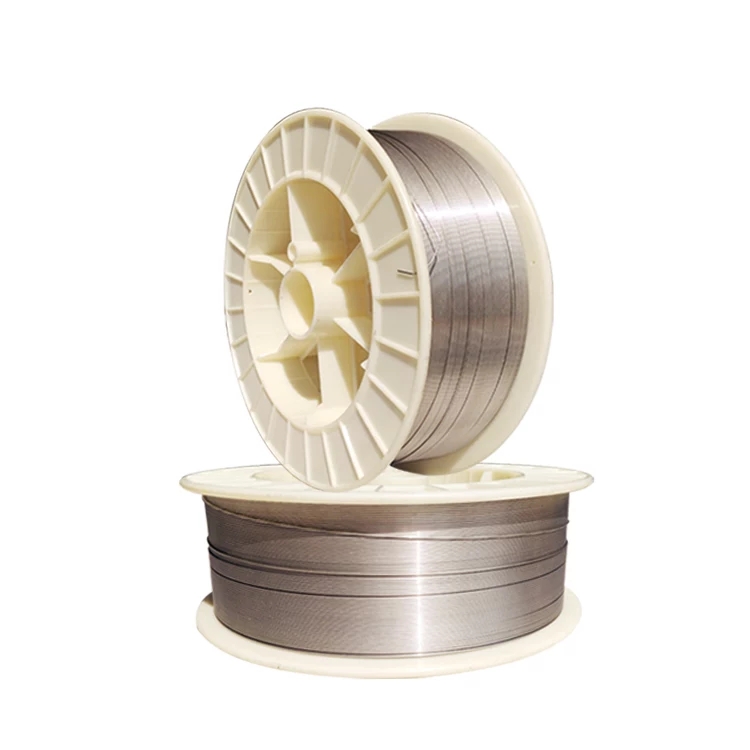
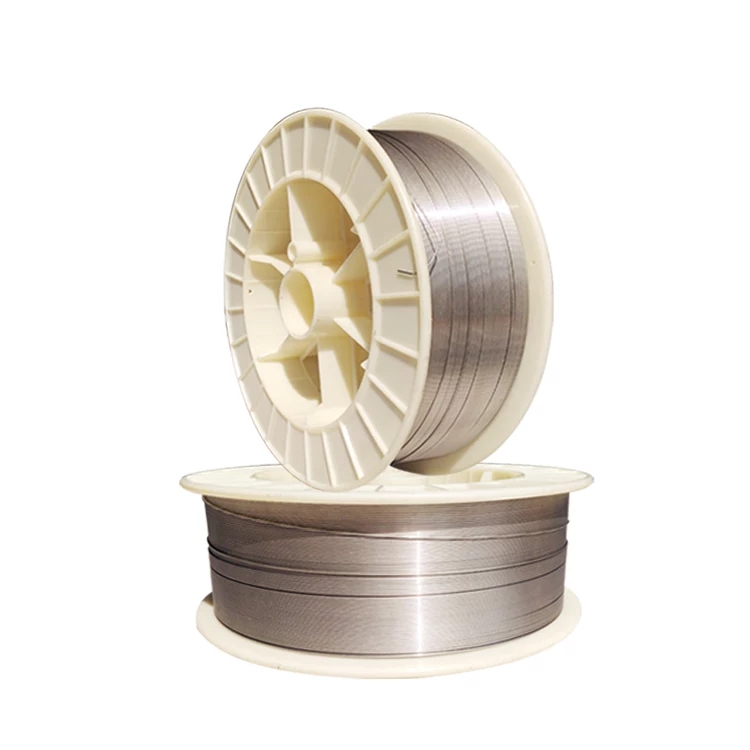
Description
ERNiCrFe-7 was developed to meet the changing needs of the nuchear industry, the higher chromium level providing greater resistance to stress-corrosion cracking in the nuclear, pure water environment.
Applications
ERNiCrFe-7 is used for welding high chromium-nickel based alloys such as Inconel 690. ERNiCrFe-7 also can be used for producing corrosion-resistant overlays on low- alloy and stainless steels and for dissimilar. ERNiCrFe-7 can be used in applications requiring resistance to oxidizing acids.
Product DetailsChemical composition
Grade |
Chemical composition(%) |
| ERNiCrFe-7 |
C |
Mn |
Si |
S |
P |
Cr |
Ni |
| ≤0.054 |
≤1.0 |
≤0.5 |
≤0.015 |
≤0.02 |
28.5~31 |
Bal |
| Al |
Cu |
Ti |
Fe |
Others |
Nb+Ta |
|
| ≤1.1 |
≤0.3 |
≤1.0 |
7~11 |
<0.5 |
≤1.0 |
|
Welding paramaters
| Process |
Diameter |
Voltage
|
Amperage |
Gas
|
| TIG |
.045” (1.2mm) |
13-16
|
80-110 |
100% Argon
|
| 1/16” (1.6mm) |
14-18
|
90-130 |
100% Argon
|
| 3/32” (2.4mm) |
15-20
|
120-175 |
100% Argon
|
| 1/8” (3.2mm) |
15-20
|
150-220 |
100% Argon
|
| MIG |
.045” (1.2mm) |
28-32
|
180-220 |
75% Argon + 25% Helium
|
| 1/16” (1.6mm) |
29-33
|
200-250 |
75% Argon + 25% Helium
|
| 3/32” (2.4mm) |
28-30
|
275-350 |
Suitable Flux may be used
|
| SAW |
1/8” (3.2mm) |
29-32
|
350-450 |
Suitable Flux may be used
|
| 5/32” (4.0mm) |
30-33
|
400-550 |
Suitable Flux may be used
|
Specifications
AWS A5.14, ERNiCrFe-7 / ASME IX, F-NO. 43 ASME II, SFA-5.14 UNS N06052 ISO SNi6052 Europe NiCr30Fe9
 English
English
 Afrikaans
Afrikaans
 Albanian
Albanian
 Arabic
Arabic
 Armenian
Armenian
 Azerbaijani
Azerbaijani
 Basque
Basque
 Belarusian
Belarusian
 Bulgarian
Bulgarian
 Catalan
Catalan
 Chinese (Simplified)
Chinese (Simplified)
 Croatian
Croatian
 Czech
Czech
 Danish
Danish
 Dutch
Dutch
 Estonian
Estonian
 Filipino
Filipino
 Finnish
Finnish
 French
French
 Georgian
Georgian
 German
German
 Greek
Greek
 Haitian Creole
Haitian Creole
 Hebrew
Hebrew
 Hindi
Hindi
 Hungarian
Hungarian
 Icelandic
Icelandic
 Indonesian
Indonesian
 Irish
Irish
 Italian
Italian
 Japanese
Japanese
 Korean
Korean
 Latvian
Latvian
 Lithuanian
Lithuanian
 Macedonian
Macedonian
 Malay
Malay
 Malagasy
Malagasy
 Maltese
Maltese
 Norwegian
Norwegian
 Persian
Persian
 Polish
Polish
 Portuguese
Portuguese
 Romanian
Romanian
 Russian
Russian
 Serbian
Serbian
 Slovak
Slovak
 Slovenian
Slovenian
 Spanish
Spanish
 Swedish
Swedish
 Thai
Thai
 Turkish
Turkish
 Ukrainian
Ukrainian
 Urdu
Urdu
 Vietnamese
Vietnamese